




服务热线
0769-28680919
153-2293-3971 / 177-0769-6579


生产线上焊接站的一个常见质量问题是喷射——熔融材料意外喷射到焊接区域之外,这可能导致焊接接头薄弱,喷出通常是焊接过程中金属过热和快速膨胀的结果。
电池焊缝缺陷的原因
焊接脱落和其他连接缺陷会导致表面之间的连接薄弱,我们在生产线上遇到的一个例子是电池的制造,通常用于内燃机,电池外壳内部是一组电池,每个电池包括一系列存储电能的正极和负极铅板(带有隔板以防止它们短路)。
电池通过焊接链接连接,这些电池间焊接是确保电池提供最佳性能并达到预期使用寿命的关键,较弱的电池间焊接会导致较差的使用寿命和效率,发动机振动、颠簸和坑洼都会使薄弱的焊接失效。
电池焊缝缺陷的解决方案
通过循环每个电池进行下线测试不是一种选择,所需的时间将要求建立数十个测试站并配备人员以跟上生产的步伐。
在焊接过程中,我们可以使用正确的传感器与数字过程特征分析相结合,实时分析许多特征检查。这些包括电压与时间、电流与时间、力与时间、距离与时间、电功率与时间、电阻与时间和力与距离,它们一起提供了在焊接过程的每一毫秒内发生的所有事情的完整视图。
我们在该制造商的焊接站部署了传感器,并与自定义算法配对,以捕获这些功能检查,通过数字过程签名分析,我们发现大多数放电会导致电压与时间曲线上的显着尖峰。
我们还在车站添加了一个加速度计,使用过程数据,我们发现一些可能导致薄弱焊接的喷射不足以引起明显的电压尖峰。然而,它们确实会导致在焊接操作之前夹紧的焊接钳口产生振动。通过添加监视此附加功能检查的方法,我们还可以捕获可能仅在循环数小时后才引起问题的临界情况。
康耐德光学视觉检测系统
康耐德光学视觉检测设备中的数字传感器和分析可以以这种方式应用于任何现有的过程或测试站,以提高缺陷检测、整体质量和首次良率。我们可以做到这一点,而无需中断生产线或需要任何昂贵的设备拆除和更换。您可以从流程或测试中收集和分析的数据越多,就越容易理解要观察的异常情况以及它们的含义。这可以实现更准确和可靠的实时通过/失败结果,以及预测性站点维护。
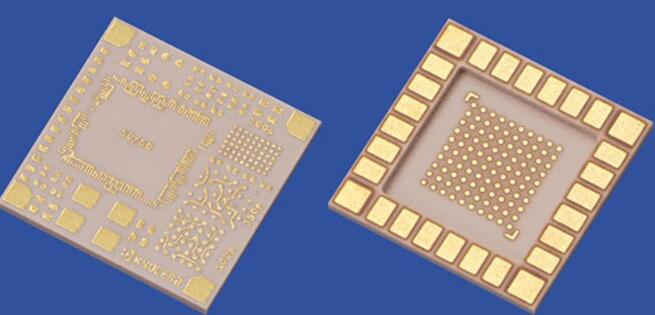
 多芯片封胶质量视觉检测系统
2026-06-28
多芯片封胶质量视觉检测系统
2026-06-28
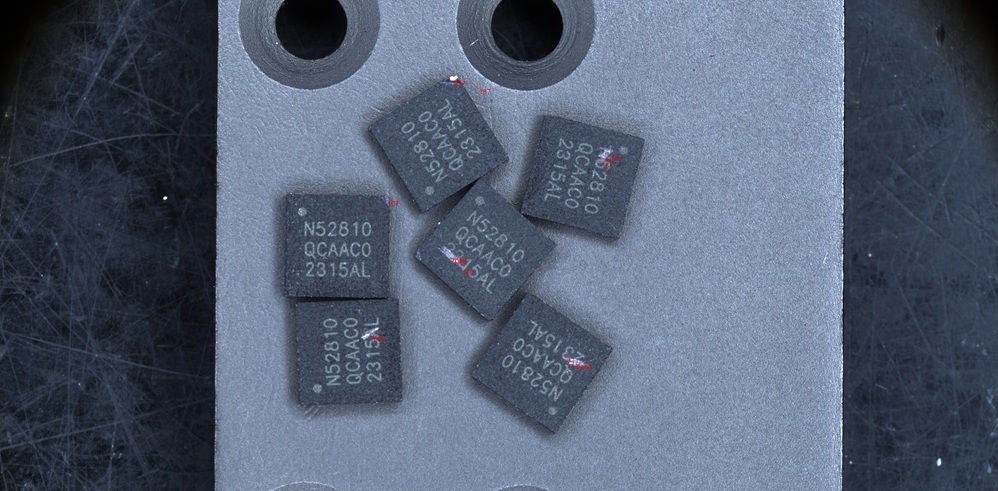
多芯片封胶质量检测是半导体封装环节的关键工序。封胶(Molding/Underfill)不仅保护内部芯片和引线,还直接影响器件的散热和机械可靠性。针对这一检测需求,当前行业已经形成了从 2D/3D 外观检测到内部无损探伤的综合技术体系。
 芯片引线键合保护胶涂覆视觉检测系统
2026-06-28
芯片引线键合保护胶涂覆视觉检测系统
2026-06-28
芯片引线键合后涂覆保护胶,是为了防潮、防震、防尘。但这个环节容易出现漏胶、溢胶、气泡、断线等问题,且金线和焊点极为精细微小,必须用高精度的视觉系统来把关。
 倒装芯片底部填充胶视觉检测系统
2026-06-21
倒装芯片底部填充胶视觉检测系统
2026-06-21
倒装芯片底部填充胶(Underfill)的视觉检测,是确保半导体封装良率和长期可靠性的关键手段。填充胶常见缺陷(如空洞、缺胶、溢胶、分层)直接影响芯片抵抗热应力的能力,传统人工目检已无法满足微米级精度和量产速度要求。
 芯片LGA封装侧边封胶完整性视觉检测系统
2026-06-21
芯片LGA封装侧边封胶完整性视觉检测系统
2026-06-21
LGA封装侧边封胶的完整性检测,是目前5G、AI芯片等高可靠性封装中的关键质量控制点。侧边封胶容易产生气泡、缺口、溢胶等缺陷,而传统人工目检效率低、一致性差。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
