




服务热线
0769-28680919
153-2293-3971 / 177-0769-6579

产品颜色检测是基于机器视觉检测技术的检测功能之一,其可提供色差测量、颜色监测、颜色识别、颜色检测、整套颜色视觉图像的视觉解决方案。
机器视觉在颜色识别的原理主要基于以下几个步骤:
图像采集:首先,使用图像采集设备捕获目标物体的图像。
颜色空间转换:捕获的图像通常以RGB(红绿蓝)颜色空间存储,
颜色分割:在颜色空间中,根据颜色特征将图像分割成不同的区域或对象。
颜色特征提取:从分割后的图像中提取颜色特征。
颜色分类与识别:使用提取的颜色特征,通过分类算法对颜色进行分类和识别。
后处理:可能包括去除噪声、形态学操作等,以提高颜色识别的准确性。
结果输出:最后,将识别结果输出给用户或用于进一步的自动化控制。
机器视觉检测在产品颜色检测上的应用有哪些:
颜色标定:根据色卡数据对颜色成像进行色度学标定;
颜色测量:测量图像两个区域颜色差异;
颜色监测:实时监测图像中选定区域的颜色;
颜色识别:和标准样品颜色比对,对物体进行识别或分拣;
颜色检测:检测产品着色是否正确。
机器视觉的颜色识别能力使其在产品质量检测、自动化分拣、医疗诊断等多个领域有着广泛的应用。
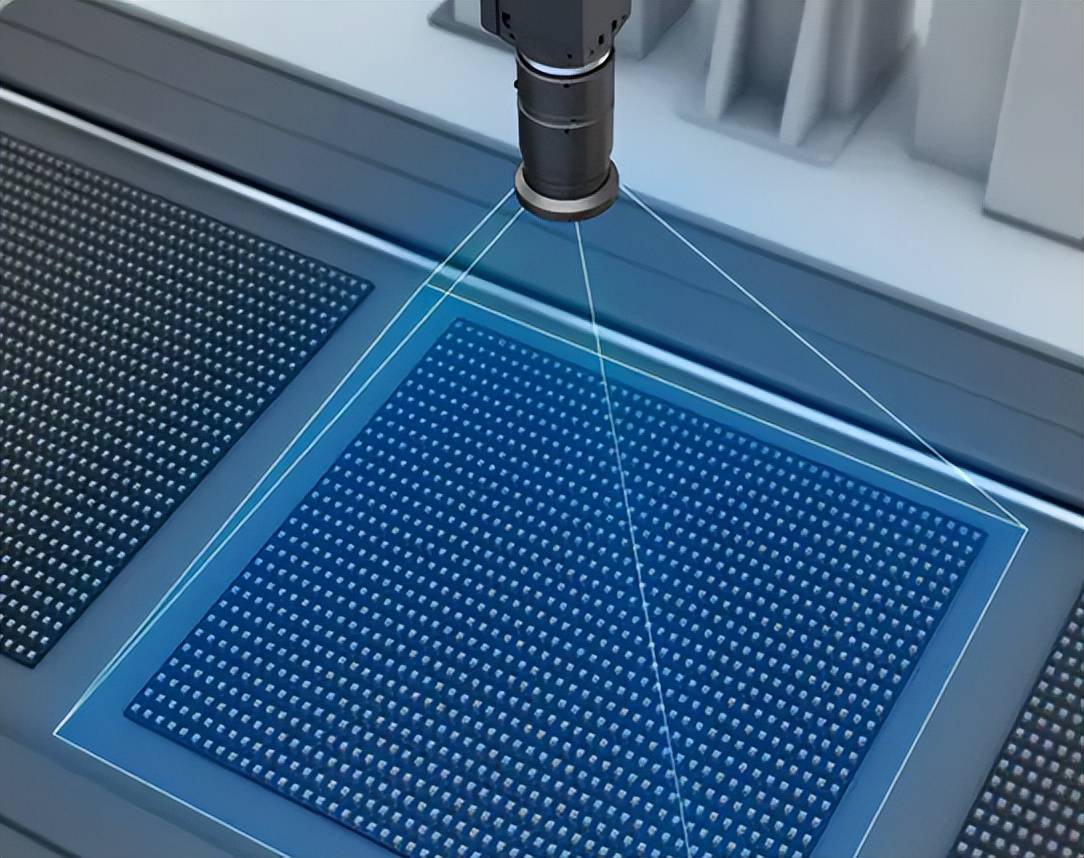 视觉系统能够应用在芯片封装中的哪些方面
2026-03-01
视觉系统能够应用在芯片封装中的哪些方面
2026-03-01
视觉系统(机器视觉)在芯片封装过程中扮演着贯穿始终的眼睛的角色。随着芯片封装向高密度、小型化和3D化发展,视觉系统的精度和速度直接决定了封装的良率与效率。
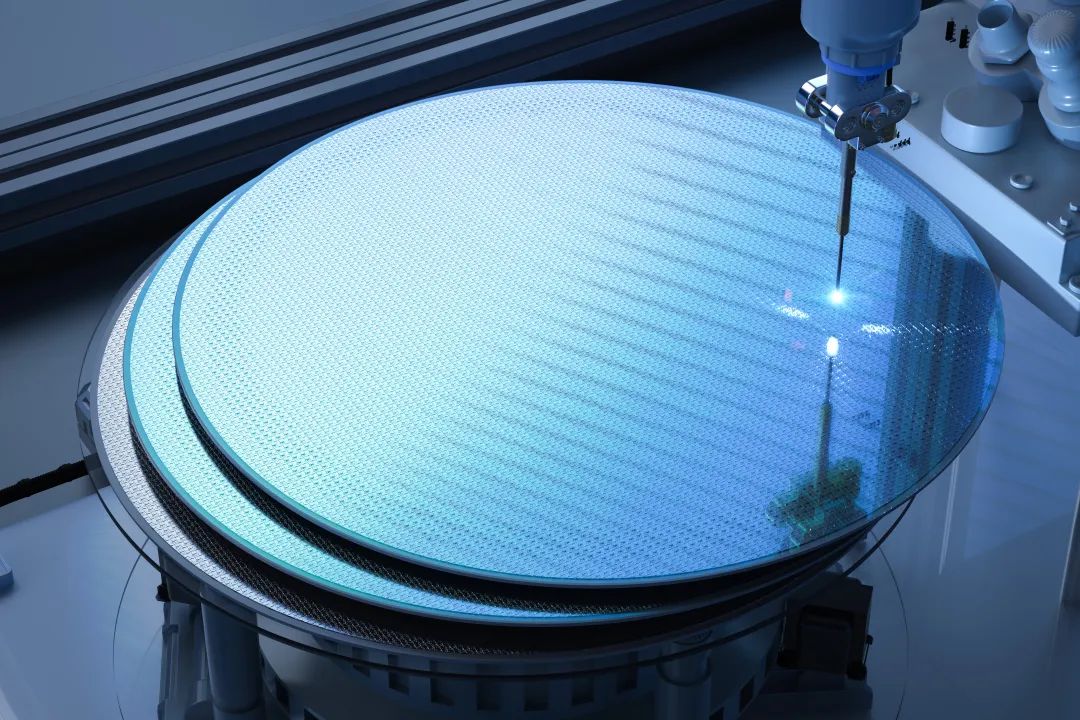 康耐德智能晶圆表面污染物ccd视觉检测
2026-03-01
康耐德智能晶圆表面污染物ccd视觉检测
2026-03-01
CCD(电荷耦合器件)视觉检测是半导体晶圆表面污染物检测的主流技术之一,广泛应用于晶圆制造过程中的质量控制环节。该技术通过光学成像原理,将晶圆表面的物理特征转化为数字图像信号,再由计算机系统进行智能分析,实现对微小污染物的精确识别与定位。
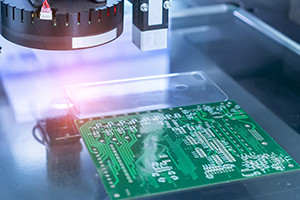
 FPC点胶形状缺陷视觉检测
2026-02-23
FPC点胶形状缺陷视觉检测
2026-02-23
FPC(柔性印制电路板)点胶形状缺陷视觉检测是电子制造行业中保证产品质量的关键环节。点胶工艺主要用于FPC上的元件固定、补强或封装,点胶的形状、位置和一致性直接影响产品的可靠性和电气性能。视觉检测系统通过工业相机、光学照明和图像处理算法,自动识别各类形状缺陷,代替人工目检,提高检测效率和准确性。
 FPC点胶尺寸视觉监控
2026-02-23
FPC点胶尺寸视觉监控
2026-02-23
FPC胶点尺寸视觉监控是指在柔性电路板(Flexible Printed Circuit,FPC)的生产过程中,利用机器视觉系统对点胶工艺中胶点的几何尺寸进行实时、非接触式的测量与检测。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
