




服务热线
0769-28680919
153-2293-3971 / 177-0769-6579

FPC点胶宽度视觉检测系统 属于视觉检测/测量范畴,其核心目的是对点胶工艺的结果(胶路的宽度、高度、连续性、位置等)进行自动化、高精度的量化检测,以确保产品质量和工艺稳定性。
该系统在点胶工序后(在线或离线),对FPC上的胶路进行成像,通过图像处理算法精确测量胶水的宽度、高度(若使用3D视觉)、断胶、溢胶、偏位等关键尺寸缺陷。它取代了传统的人工显微镜抽检,实现全检、数据化、可追溯的质量控制。
系统核心构成
1. 硬件部分:
核心成像单元:
方案A:2D视觉系统:用于测量宽度、断胶、偏位。
工业相机:高分辨率面阵相机,确保足够的像素来测量微小宽度(例如,视野20mm,要求精度±0.01mm,则相机分辨率需不低于2000万像素)。
工业镜头:高景深远心镜头是首选,它能消除透视误差,确保在整个FPC可能的不平整范围内,测量尺寸不因高度变化而失真。
光源:挑战巨大。因为胶水(特别是UV胶、硅胶)可能透明或半透明,且FPC背景复杂。常用方案:
低角度环形光或条形光:从侧面打光,利用胶体的边缘反光或散射光形成亮边缘,与暗背景形成高对比度。
背光:如果FPC结构和胶路允许(如从背面透光),背光能产生非常清晰的胶路轮廓,适用于测量总宽。
同轴光:对于表面反光较强的胶体,可能用于凸显顶部特征。
多光源组合:为应对复杂情况,可能需要可切换的多光源系统。
方案B:3D视觉系统:用于同时测量宽度和高度(胶量),这是更高级、更全面的检测。
线激光轮廓仪/3D线扫相机:最主流方案。一条激光线投射在胶路上,相机从另一角度捕捉变形的激光线,通过三角测量原理重建出胶路的截面轮廓,可一次性得到截面宽度、高度、面积(胶量)和形状。
结构光3D相机:适用于需要全场3D形貌的场景。
2. 软件部分:
图像采集与拼接:控制相机和运动平台同步,实现大尺寸FPC的扫描与图像拼接。
图像预处理:增强胶路与背景的对比度,如对比度拉伸、滤波去噪。
ROI(感兴趣区域)定义:沿预设胶路轨迹定义检测区域,提高处理效率。
核心测量算法:
边缘检测:使用Canny、Sobel等算子或亚像素边缘提取算法,找到胶路两侧边缘。
边缘点拟合:将提取的边缘点拟合为直线或曲线。
距离计算:计算两侧对应边缘点之间的像素距离,结合像素标定值(µm/pixel)转换为实际物理宽度。
(对于3D)轮廓分析:分析激光线截面,计算峰值(高度)、底宽、半高宽、截面面积等。
缺陷判定逻辑:
宽度判定:实时宽度 vs 预设上下限(如:标准0.3mm,上限0.35mm,下限0.25mm)。
连续性判定:沿胶路方向检测是否有断点(胶宽突然变为0)。
位置度判定:检测胶路边缘是否超出允许的安全区域(如距金手指太近)。
数据管理与可视化:生成SPC统计图表(如XbarR图)、缺陷图像存档、生成检测报告、NG报警。
关键技术挑战与对策
1. 胶水与背景的低对比度(特别是透明胶):
挑战:2D视觉难以清晰分辨胶水边缘。
对策:首选3D线激光方案,它不依赖颜色对比,直接测量物理轮廓。若用2D,需精心设计低角度暗场照明,让胶体边缘“亮起来”。
2. FPC翘曲与不平整:
挑战:导致2D测量时,边缘位置因高度不同而偏移,产生测量误差。
对策:使用远心镜头可极大缓解此问题。3D系统则完全不受此影响,因为它直接测量真实世界的3D坐标。
3. 测量精度与速度的平衡:
挑战:高精度需要高分辨率图像和复杂算法,耗时可能影响生产节拍。
对策:优化算法效率;在非关键区域降低采样频率;采用高性能处理器;使用3D线扫相机可以“一次扫描,多点测量”,效率很高。
4. 胶路多样性:
挑战:同一FPC上可能有不同宽度、类型的胶路(如围坝胶和点胶)。
对策:软件支持多段检测程序,针对不同胶路段设定不同的ROI和判定参数。
选型与实施建议
明确需求优先级:
必须测高度/胶量吗? 如果是,必须选择3D线激光轮廓仪。
只测宽度和外观? 可以尝试优化2D方案,但远心镜头几乎是必选项。
检测节拍要求多快? 决定了对硬件性能和算法复杂度的要求。
强烈建议进行POC测试:提供实际的、带有良品和典型不良品的FPC样品给供应商或自行搭建demo系统进行测试,验证成像效果和测量重复性。
与产线集成:
在线全检:集成在点胶机后方,实时反馈,可实现闭环控制(如检测到胶宽持续变窄,自动反馈调节点胶压力或速度)。
离线抽检:作为独立的质检站,用于工艺监控和抽检。
数据利用:系统不仅用于剔除不良品,其产生的SPC数据是优化点胶工艺参数(温度、压力、时间、针头高度)的宝贵依据。
FPC点胶宽度视觉检测系统是点胶工艺的 “质量守门员” 和 “工艺优化师” 。它从结果端进行严格把控,并与胶路纠偏系统(过程控制)形成完美互补:
纠偏系统:保证“点得对”(位置准)。
检测系统:保证“点得好”(尺寸对、形状好)。
两者结合,共同构成了智能化、高可靠性的FPC点胶完整解决方案,是实现工业4.0和智能制造在精密电子组装环节的关键一步。
 药瓶外观缺陷视觉检测系统
2026-05-31
药瓶外观缺陷视觉检测系统
2026-05-31
药瓶外观缺陷检测主要采用机器视觉+深度学习技术,替代传统人工目检,解决效率低、主观性强、易疲劳等问题。现代检测系统可实现每分钟400-1000个药瓶的高速在线检测,识别准确率达99%以上。
 输液瓶标签缺陷机器视觉检测系统
2026-05-31
输液瓶标签缺陷机器视觉检测系统
2026-05-31
输液瓶标签缺陷机器视觉检测系统是制药行业GMP(药品生产质量管理规范)合规的关键质量控制环节,用于替代传统人工灯检,实现100%全检、零缺陷出厂目标。该系统能够在高速生产线上(可达400-700瓶/分钟)实时检测标签的各类缺陷。
 液体药品瓶盖密封性机器视觉检测系统
2026-05-24
液体药品瓶盖密封性机器视觉检测系统
2026-05-24
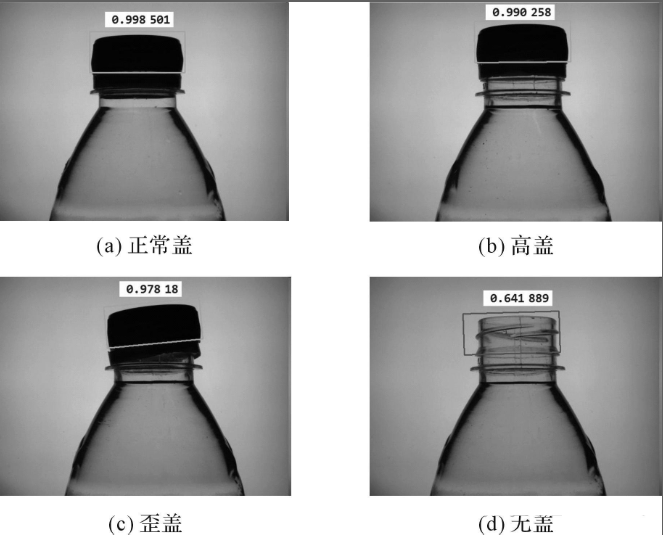
液体药品瓶口缺陷机器视觉检测系统是制药行业关键的质量控制设备,主要用于检测玻璃瓶、塑料瓶等容器在灌装后的瓶口完整性,防止玻璃碎屑、密封不良等缺陷导致药液污染或泄漏。该系统通常安装在灌装工序后,通过高速成像和AI算法实现100%在线检测。
 液体药品瓶口缺陷机器视觉检测系统
2026-05-24
液体药品瓶口缺陷机器视觉检测系统
2026-05-24
液体药品瓶口缺陷检测是制药和包装行业的关键质量控制环节。由于瓶口缺陷(如裂纹、破损)可能导致漏液、污染甚至玻璃碎屑混入药品,传统人工检测已难以满足高速产线的精度和效率要求。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
