




服务热线
0769-28680919
153-2293-3971 / 177-0769-6579

在工业生产领域,工业机器人检测产品很大程度上依靠机器视觉,视觉的灵敏度将直接影响产品的检测速度和检测质量,因此设计一款质量过硬的视觉产品尤为重要,在设计过程中,设计人员会面临视觉定位、测量、检测和识别等诸多难题。下面东莞康耐德智能来给大家介绍机器视觉系统设计5要素。
机器视觉系统设计五个基本要素:
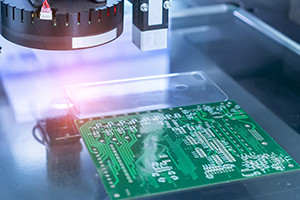
一、打光的稳定性
工业视觉应用一般分成四大类:定位、测量、检测和识别,其中测量对光照的稳定性要求最高,因为光照只要发生10-20%的变化,测量结果将可能偏差出1-2个像素,这不是软件的问题,这是光照变化,导致了图像上边缘位置发生了变化,即使再厉害的软件也解决不了问题,必须从系统设计的角度,排除环境光的干扰,同时要保证主动照明光源的发光稳定性。
当然通过硬件相机分辨率的提升也是提高精度,抗环境干扰的一种办法了。比如之前的相机对应物空间尺寸是1个像素10um,而通过提升分辨率后变成1个像素5um,精度近似可以认为提升1倍,对环境的干扰自然增强了。

二、工件位置的不一致性
一般做测量的项目,无论是离线检测,还是在线检测,只要是全自动化的检测设备,首先做的第一步工作都是要能找到待测目标物。每次待测目标物出现在拍摄视场中时,要能精确知道待测目标物在哪里,即使你使用一些机械夹具等,也不能特别高精度保证待测目标物每次都出现在同一位置的,这就需要用到定位功能,如果定位不准确,可能测量工具出现的位置就不准确,测量结果有时会有较大偏差。
三、标定
一般在高精度测量时需要做以下几个标定:第一,光学畸变标定(如果您不是用的软件镜头,一般都必须标定);第二,投影畸变的标定,也就是因为您安装位置误差代表的图像畸变校正,三物像空间的标定,也就是具体算出每个像素对应物空间的尺寸。
不过目前的标定算法都是基于平面的标定,如果待测量的物理不是平面的,标定就会需要作一些特种算法来处理,通常的标定算法是解决不了的。
此外有些标定,因为不方便使用标定板,也必须设计特殊的标定方法,因此标定不一定能通过软件中已有的标定算法全部解决。
四、物体的运动速度
如果被测量的物体不是静止的,而是在运动状态,那么一定要考虑运动模糊对图像精度(模糊像素=物体运动速度*相机曝光时间),这也不是软件能够解决的。
五、软件的测量精度
在测量应用中软件的精度只能按照1/2—1/4个像素考虑,最好按照1/2,而不能向定位应用一样达到1/10-1/30个像素精度,因为测量应用中软件能够从图像上提取的特征点非常少。
以上内容就是对机器视觉系统设计的基本要素的介绍了,随着经济水平的提高,3D机器视觉也开始进入人们的视野,3D机器视觉大多用于水果和蔬菜、木材、化妆品、烘焙食品、电子组件和医药产品的评级。它可以提高合格产品的生产能力,在生产过程的早期就报废劣质产品,从而减少了浪费节约成本。
以上就是东莞康耐德智能控制对“工业机器视觉要怎么设计方案?”的详细介绍,如果您还有其他疑问,可联系我们喔!
 倒装芯片底部填充胶视觉检测系统
2026-06-21
倒装芯片底部填充胶视觉检测系统
2026-06-21
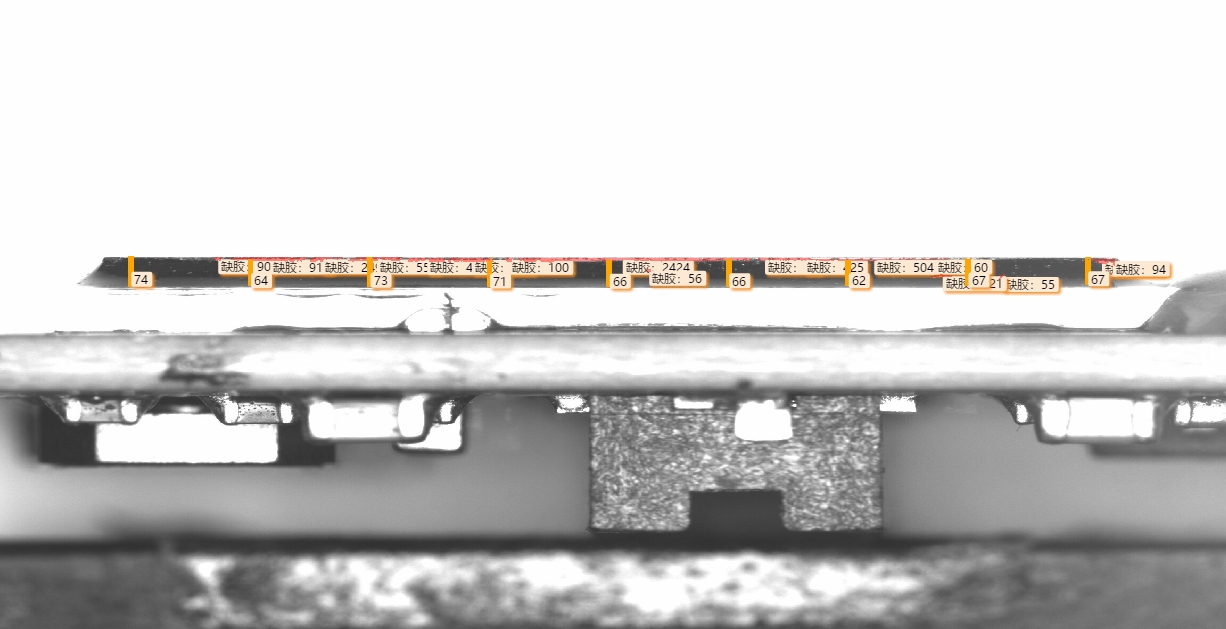
倒装芯片底部填充胶(Underfill)的视觉检测,是确保半导体封装良率和长期可靠性的关键手段。填充胶常见缺陷(如空洞、缺胶、溢胶、分层)直接影响芯片抵抗热应力的能力,传统人工目检已无法满足微米级精度和量产速度要求。
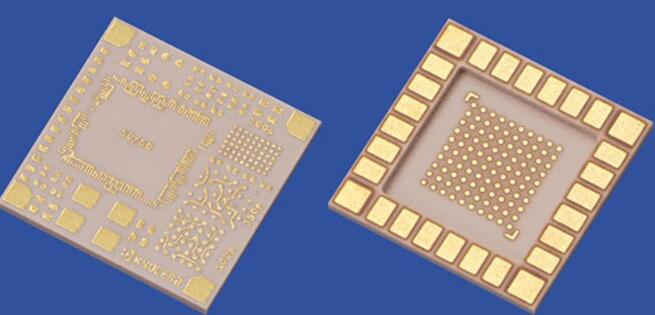
 芯片LGA封装侧边封胶完整性视觉检测系统
2026-06-21
芯片LGA封装侧边封胶完整性视觉检测系统
2026-06-21
LGA封装侧边封胶的完整性检测,是目前5G、AI芯片等高可靠性封装中的关键质量控制点。侧边封胶容易产生气泡、缺口、溢胶等缺陷,而传统人工目检效率低、一致性差。
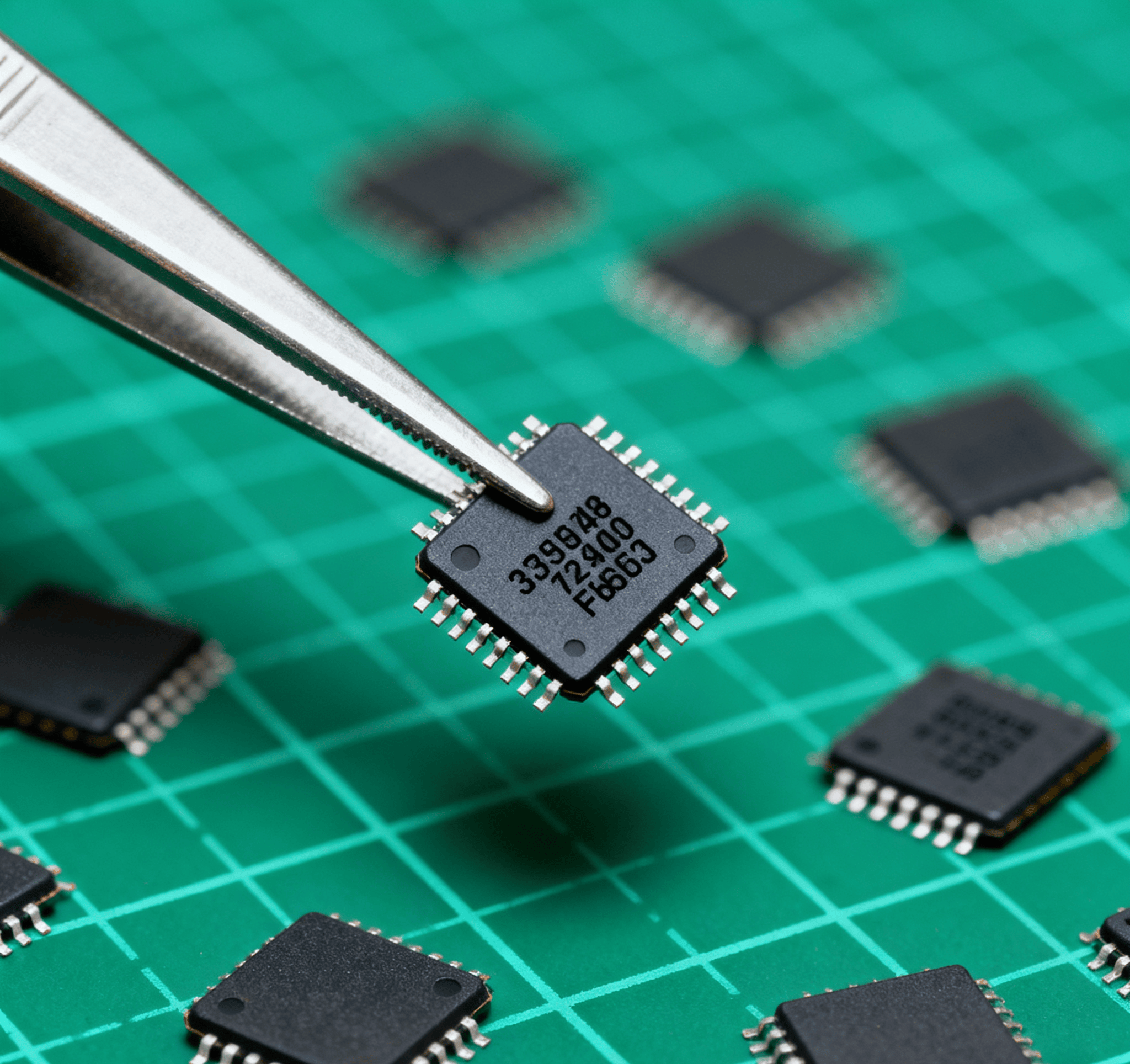
 康耐德四大芯片视觉检测系统,如何守护“芯”品质
2026-06-21
康耐德四大芯片视觉检测系统,如何守护“芯”品质
2026-06-21
一颗芯片,从封装到成品,任何微小瑕疵都可能导致整批报废。康耐德四大智能视觉检测系统,为芯片品质保驾护航。
 点胶检测应用在智能眼镜生产的前中后各阶段
2026-06-14
点胶检测应用在智能眼镜生产的前中后各阶段
2026-06-14
视觉系统在智能眼镜的点胶检测工序中,主要应用于以下关键环节
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
