




服务热线
0769-28680919
153-2293-3971 / 177-0769-6579

机器视觉检测系统在各个领域中的应用已经变得极为广泛,无论是在医学图像分析、遥感图像识别,还是在工业生产检测、文件处理,甚至是毫微米技术和多媒体数据库等领域,它都发挥着至关重要的作用。尤其在那些对精度要求极高或人类视觉难以触及的领域,如精确定量、危险环境探测以及不可见物体识别等,机器视觉检测系统更是展现出了其不可替代的优势。
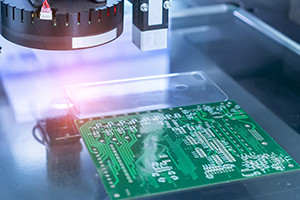
以半导体芯片的外观检测为例,机器视觉检测系统的应用已经成为业内的主流。随着微电子技术的飞速进步,半导体芯片的集成度持续提升,体积逐渐趋于微小化。这些变革对芯片的检测技术提出了前所未有的挑战,传统的人工肉眼检测已难以满足大规模、高效率的生产需求。
机器视觉检测系统的非接触性、连续性、精确性、经济性和可扩展性等特点,使其成为替代人工检测的理想选择。它通过对实时捕获的图像进行模式匹配和参数分析,实现对芯片质量的精确判断。相较于人工检测,机器视觉检测不仅保证了检测的一致性和重复性,还能显著提高检测速度和准确性,从而确保生产线的质量和效率。
此外,随着视觉检测技术的不断成熟和硬件成本的降低,机器视觉检测系统的经济性日益凸显。一套系统即可替代多个检测人员,降低了劳动力成本,同时其维护和操作费用也相对较低。而在需要改变检测流程时,机器视觉系统的灵活性更是得以充分体现,仅通过软件更新即可实现,无需更换昂贵的硬件设备。这使得机器视觉系统在生产线重组或升级时,能够轻松适应并继续发挥作用。
 晶圆薄膜橘皮缺陷机器视觉检测
2026-06-07
晶圆薄膜橘皮缺陷机器视觉检测
2026-06-07
晶圆表面的橘皮缺陷是薄膜/抛光片检测中的典型难点。它的成像对比度低、边缘模糊,常规检测手段很容易漏检。目
 晶圆薄膜划痕缺陷机器视觉检测系统
2026-06-07
晶圆薄膜划痕缺陷机器视觉检测系统
2026-06-07
晶圆薄膜划痕缺陷的机器视觉检测,核心在于平衡微米/纳米级精度与高通量生产之间的矛盾。这已不是传统算法能解决的问题,目前工业界的主流方案是“高分辨率光学系统 + AI深度学习算法”的组合。
 药瓶外观缺陷视觉检测系统
2026-05-31
药瓶外观缺陷视觉检测系统
2026-05-31
药瓶外观缺陷检测主要采用机器视觉+深度学习技术,替代传统人工目检,解决效率低、主观性强、易疲劳等问题。现代检测系统可实现每分钟400-1000个药瓶的高速在线检测,识别准确率达99%以上。
 输液瓶标签缺陷机器视觉检测系统
2026-05-31
输液瓶标签缺陷机器视觉检测系统
2026-05-31
输液瓶标签缺陷机器视觉检测系统是制药行业GMP(药品生产质量管理规范)合规的关键质量控制环节,用于替代传统人工灯检,实现100%全检、零缺陷出厂目标。该系统能够在高速生产线上(可达400-700瓶/分钟)实时检测标签的各类缺陷。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
