




服务热线
0769-28680919
153-2293-3971 / 177-0769-6579

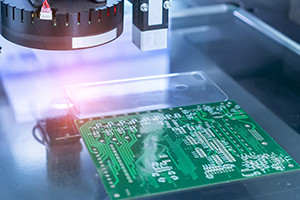
随着工业的快速发展,在现代食品自动化生产中,涉及多种检测、测量,如矿泉水中的异物检测、饮料瓶盖印刷质量检测、产品包装上的条码和字符识别等。
机器视觉系统在食品和饮料行业的应用包括:
1、盒装/袋装食品包装检测,对盒装或袋装食品的包装进行检测(包括包装破损、标签、生产日期等)。
2、机器视觉系统对透明瓶装饮料的液位、异物进行检测,保证饮料灌装的一致性并保证瓶内水无异物。
3、机器视觉系统对瓶盖包装进行检测,消除瓶盖渗漏、瓶盖歪斜等不良产品。
4、罐装饮料、罐头食品等包装用拉环的质量、生产日期和序号。
5、纸盒饮料包装检测:纸盒饮料的外包装如吸管、印刷字符是否损坏等。
6、机器视觉系统对瓶装、盒装饮料等进行整体包装,保证包装数量。

通过机器视觉系统在生产线上设置合适的光源和图像采集装置,及时对图像进行采集和处理,得到检测结果。操作简单,检测速度快,检测精度高,误判率低。
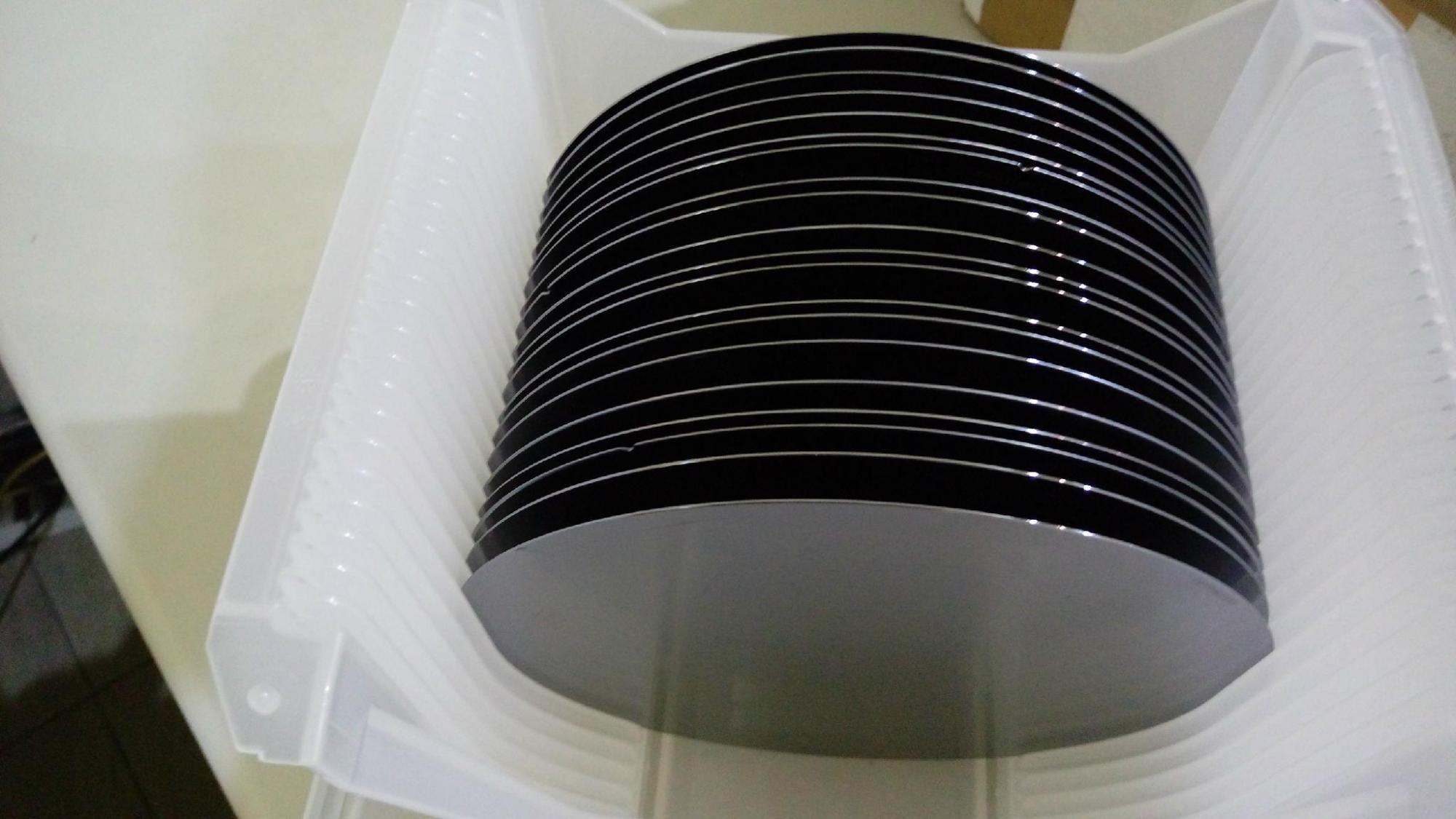 晶圆缺失图案机器视觉检测系统
2026-05-10
晶圆缺失图案机器视觉检测系统
2026-05-10
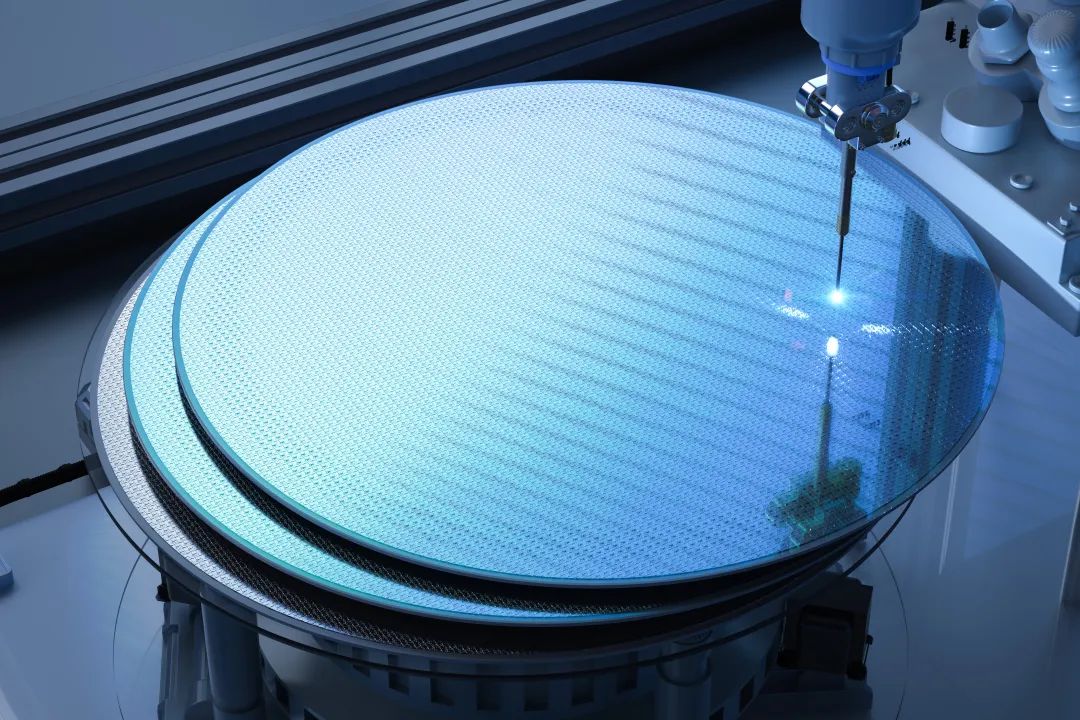
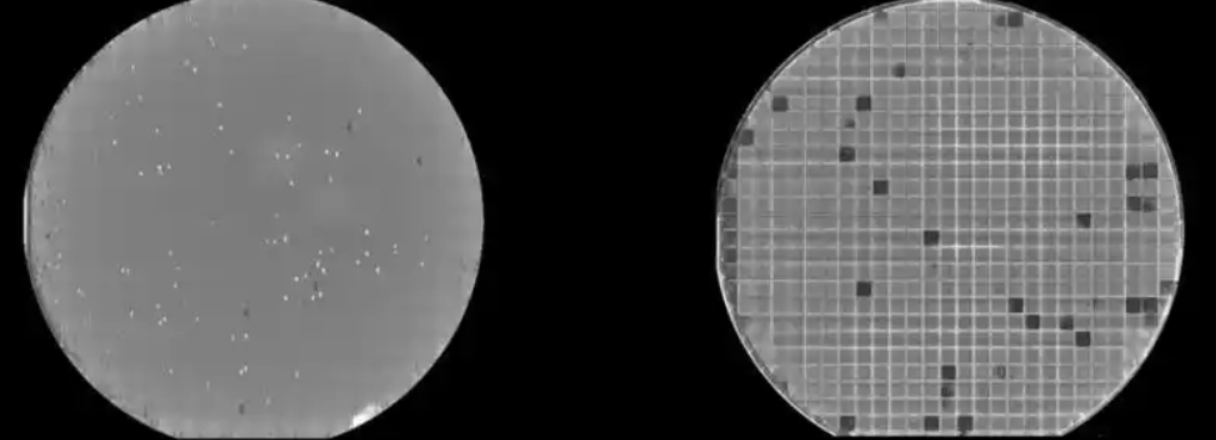
晶圆缺失图案(即图案化晶圆)的机器视觉检测,是半导体制造中确保良率的核心环节。它利用光学、图像处理和AI技术,在纳米级尺度上识别晶圆表面的各种图案缺陷。
 晶圆金属线短路机器视觉检测系统
2026-05-10
晶圆金属线短路机器视觉检测系统
2026-05-10
晶圆金属线(互连线)的短路检测,是半导体制造中良率控制的关键环节。随着制程工艺向纳米级(7nm、5nm甚至更先进)发展,金属线宽度仅为几十纳米,间距极小,传统的自动光学检测面临巨大挑战。
 晶圆刻蚀残留机器视觉检测系统
2026-05-03
晶圆刻蚀残留机器视觉检测系统
2026-05-03
晶圆刻蚀残留检测是半导体制造良率控制的关键环节。由于刻蚀残留缺陷(如未刻透的氧化层、金属残留、聚合物残留)尺寸极小(纳米至微米级),且背景纹理复杂,传统的基于规则或简单模板匹配的机器视觉系统往往难以胜任。
 晶圆显影缺陷机器视觉检测系统
2026-05-03
晶圆显影缺陷机器视觉检测系统
2026-05-03
晶圆显影缺陷机器视觉检测系统主要用于显影后检查(ADI, After Develop Inspection),这是光刻工艺中的关键质量控制环节。该系统能够在显影工序完成后,自动检测光刻胶图形的缺陷,包括显影不完全、残留、桥接、缺失图案等问题。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
